

























 MAKİNA
MAKİNA ASANSÖR
ASANSÖR LVD
LVD EMC
EMC YAPI
YAPI GEZİ TEKNELERİ
GEZİ TEKNELERİ GAZ YAKAN
GAZ YAKAN TIBBİ CİHAZ
TIBBİ CİHAZ

 ISO 9001
ISO 9001 ISO 14001
ISO 14001 ISO 22000
ISO 22000 ISO 27001
ISO 27001 OHSAS 18001
OHSAS 18001 ISO 13485
ISO 13485 ISO 10002
ISO 10002 ISO 50001
ISO 50001
 KALDIRMA
KALDIRMA BASINÇLI
BASINÇLI ELEKTRİKSEL
ELEKTRİKSEL ASANSÖR
ASANSÖR
 LVD TESTİ
LVD TESTİ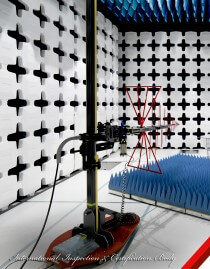 EMC TESTİ
EMC TESTİ SIZDIRMAZLIK
SIZDIRMAZLIK YANGIN TESTİ
YANGIN TESTİ GÜRÜLTÜ TESTİ
GÜRÜLTÜ TESTİ MEKANİK TEST
MEKANİK TEST
BELGELENDİRME DESTEĞİ
DESTEK UNSURLARI
(1) İşletmelerin, Türk Akreditasyon Kurumu (TÜRKAK) ile TÜRKAK tarafından akredite edilmiş kurum/kuruluşlardan akredite oldukları konularda alacakları ürün, sistem, personel, laboratuar akreditasyon belgeleri ve TÜRKAK tarafından her hangi bir konuda akredite edilen belgelendirme kuruluşlarından alacakları İş Sağlığı ve Güvenliği Yönetim Sistemi (OHSAS) belgesine ilişkin giderlere destek verilir. Bu destek belge için ödenen ücreti (müracaat ve dosya inceleme, tetkik, denetim, belge ücreti) kapsar. (2) Daha önce herhangi bir konuda sistem belgesi almış olan işletmelere aynı sistem belgesi konusunda destek sağlanmaz. Ayrıca belge yenilemeye destek verilmez. (3) Her bir belge için destek üst limiti 2.500 (iki bin beş yüz) TL’yi aşamaz. (4) Program süresince desteğin üst limiti 10.000 (on bin) TL’dir.
DESTEK BAŞVURUSU, DEĞERLENDİRME VE ONAY (1) Destekten yararlanmak isteyen işletme, www.kosgeb.gov.tr internet adresinden elektronik ortamda doldurarak çıktısını aldığı Belgelendirme Desteği Başvuru Formu ve Tablo 2’de belirtilen belgeler ile ilgili Hizmet Merkezine başvuru yapar. (2) Hizmet Merkezine Program ve destek başvurusu yapmadan önce ilgili kurum/kuruluşlara başvuru ve ödeme yapmış olan işletmeler Program süresi içinde belge almaları kaydıyla başvuru yapabilirler. Bu durumda yapılan ödemelerin tarihlerine bakılmaksızın bu ödemeler destek kapsamında değerlendirilir. (3) Hizmet Merkezi, başvuru sonucunu işletmeye yazı ile bildirir.
ÖDEME (1) İşletme, ekte yer alan Belgelendirme Desteği Ödeme Talep Formu ve Tablo 2’de belirtilen belgeleri Hizmet Merkezine sunar. (2) Hizmet Merkezi, söz konusu belgeleri inceleyerek Destek Ödeme Oluru hazırlar. Destek Ödeme Oluru, işletmeden sorumlu personel tarafından hazırlanarak Hizmet Merkezi Müdürünün oluruna sunulur. (3) Destek ödemeleri, KOSGEB Ön Mali Kontrol İşlemleri Yönergesinde belirtilen ödeme belgeleri ile birlikte Ödeme Emri Belgesinin eki olarak, ön mali kontrole tabi tutulanlar Strateji Geliştirme ve Mali Hizmetler Dairesi Başkanlığı İç Kontrol Müdürlüğüne, tabi tutulmayanlar ise ilgili Muhasebe Müdürlüklerine gönderilir. İlgili Muhasebe Müdürlüğü tarafından işletmenin banka hesabına destek ödemesi aktarılır. (4) İlgili mevzuatında belirtilen limitlerin üzerinde vergi ve/veya SGK borcu bulunan işletmenin destek ödemesi yapılmaz. Ancak işletme tarafından mahsup dilekçesi verilmesi halinde, söz konusu borç destek tutarından mahsup edilerek ilgili kurum/kuruluşun banka hesabına, varsa kalan tutar işletmenin banka hesabına destek ödemesi olarak aktarılır.
Asansör monte eden kuruluşların asansörleri piyasaya arz ederken uyabileceği 3 temel modül 3 de yardımcı modül bulunmaktadır. Temel modüller olarak “Modül H” ve “Modül G” asansörü monte eden firmaların direk kullanabilecekleri modülleri ele alabiliriz. Bir başka temel modül olan Modül B ise tek başına kullanılamayan yardımcı modüllerle birlikte uygulanabilen modüldür. B modülünün devamı olan yardımcı modüller ise “Modül D”, “Modül E” ve “Modül F” olarak ele alınmaktadır. “D, E ve H” modülleri bir yönetim sisteminin uygulanmasını gerektirmektedir.
Kuruluşlar yapılarına bağlı olarak uygulayabilecekleri yönetim sistemlerini göz önünde bulundurarak modül seçimini yapmaları gerekmektedir. Bunun dışında yıllık olarak gerçekleştirilen montaj sayıları da modül seçiminde dikkat edilmesi gereken bir husustur.
Örneğin yılda 10-20 adet arası asansör monte eden bir kuruluş gerek Modül H, gerekse “Modül B+D”, “Modül B+E” varyasyonlarını takip etmesi gereksiz maliyetler ortaya çıkarmaktadır. Sınırlı sayıda asansör monte eden kuruluşların bu asansörlerin tasarımları için 2 mühendis bulundurması veya son kontrolleri için mühendis bulundurması gerçekleştirdikleri asansör montajlarına baktığımızda yüksek maliyetler ortaya çıkarmaktadır. 10-20 gibi sınırlı sayıda montaj gerçekleştiren kuruluşların tek başına “Modül G” veya “Modül B+F” kombinasyonunu kullanmaları daha sağlıklı olacaktır.
Asansör montaj sayısı 20-70 adet civarında bulunan kuruluşları ele aldığımızda ise, gerek 2 adet mühendisin bulundurulması gerekse yönetim sistemi uygulama maliyetlerini ele aldığımızda “Modül B+D” veya “Modül B+E” varyasyonlarını tercih edebilirler. Asansör montaj sayısı 70 adet üzerinde olan kuruluşların gerek teknik yapılarını gerekse idari yapılarını ele aldığımızda ise “H Modülünü” takip etmeleri daha uygun olacaktır.
CE Markalama tüm AB üyesi ülkeler, AB yasalarını kabul etmiş ülkeler (çoğunluğu üyelik sürecinde olanlar) ve CE direktiflerini kabul etmiş dünya ülkelerinde zorunludur.
4703 sayılı kanun uyarınca, Türkiye Cumhuriyeti CE Direktiflerini aynen kabul etmiş ve uygulamaya başlamıştır. T.C. sınırları içerisinde, CE kapsamı dahilinde olan ürünlerde CE Markalama zorunludur. İlgili kurumlar bu konudaki denetimlere başlamışlardır. Ayrıca Türkiye’ye CE Markalı olmayan ürün (kapsam içerisinde olanlar) gümrüklerden sokulmamaktadır. Avrupa birliği tarafından yayınlanmış 27 direktif kapsamına giren tüm ürünlerde CE Markalama zorunludur.
Self deklarasyon, üreticinin ekipmana CE markasını kendisinin iliştirmesi durumudur. Self deklarasyon kapsamındaki ürünler için, teknik dosyanın ve ekipmanın ilgili direktiflere ve uyumlu (harmonize) standartlara uygun olarak hazırlandığının incelenmesi yönündeki talepler üzerine, Femko Belgelendirme tarafsız ve bağımsız bir kuruluş olarak deklarasyonda sunulan bilgilere istinaden, ekipmanın ve ilgili teknik dosyanın incelenmesinin ardından uygun bulması durumunda, firmanın deklarasyonunu onayladığına dair bir uygunluk onayı sunmaktadır.
Yapılan tüm çalışmalar sonucunda Üreitici, CE markalaması için beyan edilen “self deklarasyon” ve tarafsız bir denetim firması olan Femko Belgelendirmenin sunduğu “Uygunluk Onayı” Sertifikası ile gerek iç piyasada, gerekse ihracat alanında yasal tüm şartlarını yerine getirmiş olmaktadır.
Teknik Dosyanın İçeriği Teknik dosya içeriğinde aşağıda belirtilen hususları içerir. – Ürüne ait genel tanımlama, – Tasarıma ait çizimler, ürünlerin /üretim prosedürüne ilişkin bilgiler, – Ürüne ait teknik şartnamelerin listesi ve/veya ilgili direktif şartname listesi. – Ürünün ilgili direktifte öngörülen temel gerekleri karşılaması için gerekli kalite faktör değerleri, – Ürünün Test belge ve raporları, muayeneler – Başlangıç Tip Deneyi sonuçları raporları (onaylanmış kuruluş tarafından düzenlenen), – Varsa kalite güvence sistem belgesi ve/veya fabrika üretim kontrol dokümantasyonu (kalite kontrol planı, laboratuar ekipman listesi, üretim yeri akış şeması, paketleme ve depolama durumu, ürün izlenebilirliğinin tanımı (piyasa ve depolama dahil), ürünün dış etken ve diğer malzemelerle karışımını engelleyici tedbirler, üretim ve ürün kontrolünün sağlandığı doküman listesi, deney metod listesi) – AT uygunluk Belgesi – AT uygunluk Beyanı
Ürüne Ait Genel Tanımlama : Ürün/ürün grubunun, uygun referans terimleri ya da sembollerle birlikte tanımlanması gerekir. Ürünün tanımı teknik şartnamede belirtilen özelliklere göre yapılır, örneğin ürünün yapısı, tipi. seri numarası, standart numarası, standardı sağlayan prosedürler v.b.
Tasarıma Ait Çizimler, Ürünlerin/Üretim Prosedürüne İlişkin Bilgiler : Ürünün imalatına ait tasarımlar, üretim prosedürüne ilişkin bilgiler, ürün tipi, içeriği, imalat prosesi ve komplikasyonu, üretim akış şeması, ürünün özelliklerinin imalat parametrelerindeki değişikliklere olan hassasiyeti teknik dosyada başlangıç tip deneyi, uygunluk teyit sistem değeri, fabrika üretim kontrolü belirtilmelidir. Üretici fabrika üretim kontrol sistemini tanımlayan dokümanlar hazırlamalı ve bunları sürekli güncellemelidir. Üreticinin dokümantasyon işleri ve bunlarla ilgili prosedürlerin ürün ve imalat prosesine uygun olması gerekir. Prosedür ve talimatlar etkin biçimde uygulanmalıdır. Bu çalışmalar ve neticeleri kayıt altına alınmalıdır. Bu neticeler, herhangi bir sapmayı düzeltmek, sapmaların etkilerini telafi etmek, ortaya çıkan herhangi bir uyumsuzluk haline çözüm bulmak ve eğer gerekiyorsa, uyumsuzluğun nedenini ortadan kaldırmak için fabrika üretim kontrolünü gözden geçirmek için kullanılır. Uygun aşamalarda ürünün uyumluluğunu ortaya koymak için gerekli prosedürlerin tespit edilmesi, uyumluluğun sağlanamadığı hallerin tespiti ve kayıt altına alınması, uyumluluğun sağlamadığı durumların çözümü için gerekli prosedürlerin tespit edilmesi gerekir.
Ürüne Ait Teknik Şartnamelerin listesi ve/veya İlgili Direktif Şartname listesi : Üreticinin, CE işaretlemesini bir ürüne nasıl uygulanması gerektiğine ilişkin ayrıntıların verilmesi açısından, teknik dosyada, Yapı Malzemeleri Direktifi kapsamında tabi olduğu teknik şartname veya tabi olduğu diğer yönetmelik şartnamelerinin listesi verilmelidir. Ürün/ürün grubu/sınıf değerlerinin, teknik şartnamede tablo olarak verilmesi ya da uygun bir standartta atıfta bulunulması gerekir.
Ürünün İlgili Direktifte Öngörülen Temel Gerekleri Karşılaması İçin Gerekli Kalite Faktör Değerleri, Mekanik dayanım ve stabilite, Yangın durumunda emniyet, Hijyen sağlık çevre, Kullanım emniyeti, Gürültüye Karşı Korunma, Enerjiden tasarruf ve ısı muhafazasını karşılaması için ürünün ilgili standarttaki değerlere uygun olmalıdır.
Ürünün Test Belge ve Raporları, Muayeneler : Üretici ve/veya Onaylanmış Kuruluş tarafından yapılan herhangi bir deneyin teknik şartnameye uygun biçimde yapılması ve rapor edilmesi gerekir. Deney raporlarında numunelere referans gösterilecektir. Deneye tabi tutulacak ürünlerin örneklemesine ilişkin sorumluluk, teknik şartnamede öngörülmüş olan kurallara uygun biçimde, üreticiye aittir. Üretici örneklerin, piyasaya sürülecek olan ürünü temsil etmesini sağlamak ve buna ilişkin tatmin edici kayıt tutmakla mükelleftir.Üretici bir ya da birden fazla bildirimde bulunulan laboratuar ile temasa geçebilir. Üretici, ürünle ilgili deney, belge ve raporları ve ürünle ilgili yapılan muayene belgeleri ve raporlarını teknik dosyada belirtmelidir. Belge ve raporlar, her zaman tedarikçi olarak tutulmuş olan onaylanmış kuruluşun adı ve sorumluluğu altında verilir.
Başlangıç Tip Deneyi Sonuçları Raporları (Onaylı), Başlangıç tip deneyi ile bir ürünün uyumlaştırılmış teknik şartname ile uyumluluğu belirlenmektedir.Belirtilmesi zorunlu tüm uyumlaştırılmış özelliklerin performansını tanımlamaktadır. Başlangıç tip deneyi, daha çok teknik şartnamelerde belirtilen deney ve diğer prosedürler doğrultusunda performansın belirlenmesidir. Yapı malzemesi, teknik şartnamelerde ve başlangıç tip deneyinde belirtilen yöntemlere göre deneye tabi tutulur. Test sonuçları, başlangıç tip deneyinden elde edilerek belirtilen ürün performansları ile karşılaştırılır. Sonuçlar, teknik şartnameler, başlangıç tip deneyi ve fabrika üretim kontrolü ile uyumlu olduğunu belirten bir deney raporu ile düzenlenir. Üretici tarafından düzenlenen başlangıç tip deneyi raporu, bildirimde bulunulan laboratuarlardan ve üreticiden gelen tüm deney raporlarını içerecektir. Üretici tarafından derlenen komple bir başlangıç tip testi raporunda, onaylanmış laboratuarlar ve üreticinin hazırladığı deney raporlarının tamamı bulundurulur. Onaylanmış laboratuarlar, numune kayıtlarının kendisine deneye tabi tutması için gönderilenlerle örtüştüğünü görmek maksadıyla, tam takım başlangıç tip testi raporunu incelemeyi talep eder. Başlangıç tip deneyide görev almış olan herhangi bir bildirimde bulunulan laboratuar, tüm numune kimliklerinin, deney için sağlanmış olan kimliklere tekabül ettiğinden emin olmak için tüm başlangıç tip testi raporunu incelemeyi talep edebilir.
Kalite Güvence Sistem Belgesi ve/veya Fabrika Üretim Kontrol Dokümantasyonu Üreticinin, EN ISO 9000 serisi standartlara uymasının, Yapı Malzemeleri Direktifi çerçevesinde zorunlu olmadığı ve bu noktanın bu biçimde ETA’lara ait uyumlu teknik şartname ya da kılavuzlarda yer verilmemesi gerektiği hususunu göz önünde tutmaları gerekir. EN ISO 9001’e uyan ve ilgili uyumlulaştırılmamış standardın şartlarını yerine getiren bir fabrika kontrol sistemine sahip üreticilerin, Yapı Malzemeleri Yönetmeliği (89/106 EEC)’nin fabrika üretim kontrol şartlarını yerine getirmiş olduğu kabul edilir. Üretici, uygulamakta olduğu fabrika üretim kontrol sistemini tanımlayan dokümanlar hazırlamalı ve bunları sürekli güncellemelidir. Üreticinin dokümantasyon işleri ve bunlarla ilgili prosedürlerin, ürün ve imalat prosesine uygun olması gerekir. Bunun için; – Referans teknik şartnamenin şartlarına uygun olarak, fabrika üretim kontrol çalışmaları ile ilgili dokümante edilmiş prosedür ve talimatlar hazırlanmalı, – Bu prosedür ve talimatlar etkin biçimde uygulanmalı, – Bu çalışmalar ve neticeleri kayıt altına alınmalı, – Bu neticelerin, herhangi bir sapmayı düzeltmek, söz konusu sapmaların etkilerini telafi etmek, ortaya çıkan herhangi bir uyumsuzluk haline çözüm bulmak ve eğer gerekiyorsa, uyumsuzluğun nedenini ortadan kaldırmak için fabrika üretim kontrolünü gözden geçirmek için kullanılmalı. Fabrika üretim kontrol çalışmaları; – Hammadde ve bileşenlerinin teknik özellikleri ve doğrulanmasını, – Önceden öngörülmüş olan bir zaman aralığı ile imalat esnasında yapılacak olan kontroller ve deneyleri, – Teknik şartnamede öngörülmesi, ürüne ve imalat koşullarına adapte edilmesi olası belli bir zaman aralığı ile son ürün üzerinde yapılacak olan doğrulama işleri ve deneyleri kapsar. Üreticinin, kendisinin gerekli doğrulama işlemlerini ve deneyleri yapmasına olanak verecek olan gerekli tesis, ekipman ve personele sahip olması gerekir veya bunları gerektiğinde hazır biçimde bulundurması gerekir. Üretici, ürünün ilgili teknik şartnameye uygunluğunu göstermek açısından, kendisine ait olsun ya da olmasın kontrol, ölçüm veya deney ekipmanının her tür kalibrasyonunu yapmak ya da hassaslık ölçümlerini yaptırıp doğrulatmak ve bunları çalışır durumda tutmak zorundadır. Deneylerin deney planına göre olması ve teknik şartnamede belirtilmiş olan metotlara göre yapılması gerekir. Ürün ya da ürün ailesi için benimsenmiş olan uyumluluk doğrulama sistemine bağlı olarak, ürüne ilişkin başlangıç tip deneyleri üreticinin kendisi tarafından yapılabilir ya da bu tür deneylerin, onaylanmış bir kuruluş tarafından yapılması ya da doğrulanması gerekir. Kontrol ve deney sonuçları, ürünün şartları yerine getirmediğini gösterirse (istatistiksel değişim v.b. gibi), teknik şartnamenin izin verdiği sınırları aştığı taktirde, gerekli düzeltici faaliyetin hemen yapılması gerekir. Ürünler sonuç alınmadan teslim edildiği taktirde, müşterilere bildirimde bulunmak için bir prosedür ve kayıt işleminin tutulması gerekir. Üreticinin, ürünün deneye tabi tutulduğu hususunda kanıt sağlayan kayıtları hazırlaması ve tutması gerekir. Fabrika ürün kontrollerinin sonuçlarının, üretici tarafından uygun biçimde kayıt altına alınması gerekir. Ürün tanımı, imalat tarihi, kabul edilen deney metodu, deney sonuçları ve kabul kriterlerinin; doğrulama işlemini yapan kontrolden sorumlu kişinin imzası ile birlikte kayıt altına alınması gerekir. Teknik şartnameye uymayan herhangi bir kontrol sonucuna ilişkin olarak, durumu düzeltmek için alınmış olan düzeltici tedbirler kayıtta gösterilmelidir. Ayrı ürün ya da ürün partilerinin, ilgili imalat ayrıntıları ve özellikleri de dahil olmak üzere, tam kayıtlarının tutulması ve bu ürünlerin ya da partilerin ilk önce kime satıldıklarının kayıt altına alınması üreticinin ya da temsilcisinin sorumluluğunda bulunmaktadır. Ayrı ürün ya da ürün partileri ile ilgili imalat ayrıntılarının, kolayca tanımlanabilir ve izlenebilir nitelikte olması gerekir. Ürün için kabul edilmiş olan ve şartnamenin ilgili olduğu fabrika üretim kontrolü ve uygunluk teyidinin doğrulanmasına ait gerekli hükümlerden oluşan her şey zorunlu bir niteliğe sahiptir. İmalat proseslerinin belli özellikleri, ürünün düşünülen performans seviyesi uygun biçimde şartlara adapte edilebilir nitelikte olmalıdır.
“İş Ekipmanlarının Kullanımında Sağlık ve Güvenlik Şartları Yönetmeliği”nin “Bakım, onarım ve periyodik kontroller” ile ilgili hususlar kısmındaki 2. Maddesi olan “Periyodik kontrol işlemine tabi iş ekipmanları”nın “2.1. Basınçlı kap ve tesisatlar” bölümünde bulunan 2.1.1. maddesi şu şekilde tanımlandırılmıştır;
Madde 2.1.1. Basınçlı kaplarda temel prensip olarak hidrostatik test yapılması esastır. Bu testler, standartlarda aksi belirtilmediği sürece işletme basıncının 1,5 katı ile ve bir yılı aşmayan sürelerle yapılır. Ancak iş ekipmanının özelliği ve işletmeden kaynaklanan zorunlu şartlar gereğince hidrostatik test yapma imkânı olmayan basınçlı kaplarda hidrostatik test yerine standartlarda belirtilen tahribatsız muayene yöntemleri de uygulanabilir. Bu durumda, düzenlenecek periyodik kontrol raporlarında bu husus gerekçesi ile birlikte belirtilir.
Bu alanlarda yapılan her iki yöntem sonucunda sunulan raporlar, ilgili idarenin yaptırması gereken basınçlı ekipmanların periyodik muayenesi kapsamındaki yasal gerekliliklerini karşılamaktadır.


